介绍了激光熔覆技术的发展、应用、设备及工艺特点,简述了激光熔覆技术的国内外研究现状,指出了激光表面改性技术存在的问题,展望了激光熔覆技术的发展前景。
0引言
激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指激光表面熔敷技术是在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法[1~3]。如对60#钢进行碳钨激光熔覆后,硬度最高达2200HV以上,耐磨损性能为基体60#钢的20倍左右。在Q235钢表面激光熔覆CoCrSiB合金后,将其耐磨性与火焰喷涂的耐蚀性进行了对比,发现前者的耐蚀性明显高于后者[4]。
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视[1-2、5-7]。
1 激光熔覆技术的设备及工艺特点
目前应用于激光熔覆的激光器主要有输出功率为1~10kW的CO2激光器和500W左右的YAG激光器。对于连续CO2激光熔覆,国内外学者已做了大量研究[1]。近年来高功率YAG激光器的研制发展迅速,主要用于有色合金表面改性。据文献报道,采用CO2激光进行铝合金激光熔覆,铝合金基体在CO2激光辐照条件下容易变形,甚至塌陷[1]。YAG激光器输出波长为1.06μm,较CO2激光波长小1个数量级,因而更适合此类金属的激光熔覆。
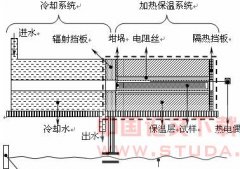
同步注粉式激光表面熔覆处理示意图[8]
激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。
激光熔覆具有以下特点[2、9]:
( 1) 冷却速度快(高达106 K/s), 属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
( 2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
( 3)热输入和畸变较小, 尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
( 4) 粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;
(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0 mm,
( 6) 能进行选区熔敷,材料消耗少,具有卓越的性能价格比;
( 7) 光束瞄准可以使难以接近的区域熔敷;
( 8) 工艺过程易于实现自动化。
很适合油田常见易损件的磨损修复。
2 激光熔覆技术的发展现状
激光熔覆技术是—种涉及光、机、电、计算机、材料、物理、化学等多门学科的跨学科高新技术。它由上个世纪60年代提出,并于1976年诞生了第一项论述高能激光熔覆的专利。进入80年代,激光熔覆技术得到了迅速的发展,近年来结合CAD技术兴起的快速原型加工技术,为激光熔覆技术又添了新的活力。
目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰口铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。在滑动磨损、冲击磨损和磨粒磨损严重的条件下,纯的镍基、钴基和铁基合金粉末已经满足不了使用工况的要求,因此在合金表面激光熔覆金属陶瓷复合涂层已经成为国内外学者研究的热点,目前已经进行了钢、钛合金及铝合金表面激光熔覆多种陶瓷或金属陶瓷涂层的研究[1、10]。
3 激光熔覆存在的问题
评价激光熔覆层质量的优劣,主要从两个方面来考虑。一是宏观上,考察熔覆道形状、表面不平度、裂纹、气孔及稀释率等;二是微观上,考察是否形成良好的组织,能否提供所要求的性能。此外,还应测定表面熔覆层化学元素的种类和分布,注意分析过渡层的情况是否为冶金结合,必要时要进行质量寿命检测。
目前研究工作的重点是熔覆设备的研制与开发、熔池动力学、合金成分的设计、裂纹的形成、扩展和控制方法、以及熔覆层与基体之间的结合力等。
目前激光熔敷技术进一步应用面临的主要问题是:
① 激光熔覆技术在国内尚未完全实现产业化的主要原因是熔覆层质量的不稳定性。激光熔覆过程中,加热和冷却的速度极快,最高速度可达1012℃/s。由于熔覆层和基体材料的温度梯度和热膨胀系数的差异,可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度[1]。
② 光熔敷过程的检测和实施自动化控制。
③激光熔覆层的开裂敏感性,仍然是困扰国内外研究者的一个难题,也是工程应用及产业化的障碍[1、11]。目前,虽然已经对裂纹的形成扩进行了研究[1],但控制方法方面还不成熟。
4 激光熔覆技术的应用和发展前景展望
进入20世纪80 年代以来, 激光熔敷技术得到了迅速的发展, 目前已成为国内外激光表面改性研究的热点。激光熔敷技术具有很大的技术经济效益,广泛应用于机械制造与维修、汽车制造、纺织机械、航海[12]与航天和石油化工等领域。
目前激光熔覆技术已经取得一定的成果,正处于逐步走向工业化应用的起步阶段。今后的发展前景主要有以下几个方面:
(1)激光熔覆的基础理论研究。
(2)熔覆材料的设计与开发。
(3)激光熔覆设备的改进与研制。
(4)理论模型的建立。
(5)激光熔覆的快速成型技术。
(6)熔覆过程控制的自动化。